production of a propeller hub:
The mould is made by Sodium Silicate bounded sand - hardened with carbon dioxide.
The pattern has been removed, and the mould is ready for treatment.

The core is being mounted.
This requires great accuracy.

Pouring is performed with 1 ladles.
Illustration of the beginning of the pouring process.

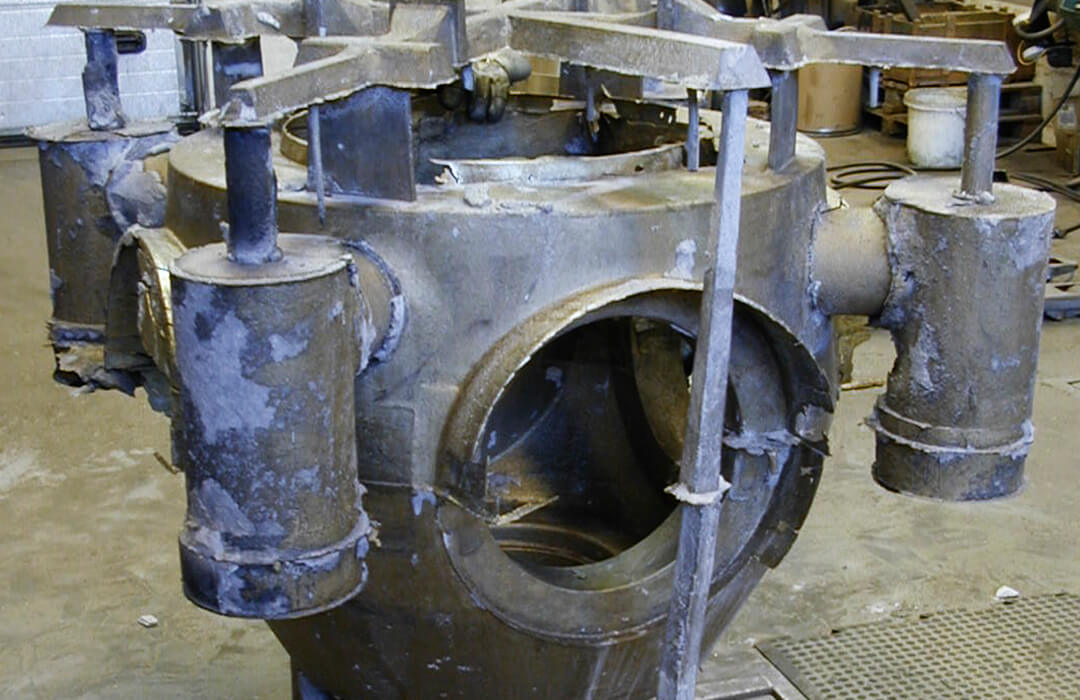
Shake out is taking place 12 hours after pouring.
The casting is still very hot.
The casting is finished, quality checked and packed for shipment.
